
FAQ
وچان وچان سوال ڪرڻ
ٽن مرحلن جي غير مطابقت واري موٽرز جي غلطين کي عام طور تي ٻن حصن ۾ ورهائي سگهجي ٿو: برقي غلطي ۽ مشيني غلطي.
مشيني خرابين ۾ شامل آهن: غلط انداز ۾ يا خراب ٿيل بيرنگ، بيئرنگ آستين، آئل ڪيپ، آخر ڪيپ، پرستار، سيٽون ۽ ٻيا حصا، ۽ شافٽ جي حصن جا ڪپڙا.اليڪٽريڪل فالٽ ۾ خاص طور تي شامل آهن: اسٽيٽر ۽ روٽر وائنڊنگ بريڪيج، موڙ جي وچ ۾ (مرحلي)، زمين ڏانهن، وغيره.
اسٽيٽر ۽ روٽر هڪ ٻئي سان موصل ٿيل سلکان اسٽيل شيٽ مان ٺهيل آهن ۽ موٽر جي مقناطيسي سرڪٽ جو حصو آهن.اسٽيٽر ۽ روٽر ڪور جي خرابي ۽ خرابي بنيادي طور تي هيٺين حصن جي ڪري ٿي.
(1) زيادتي بيئرنگ پائڻ يا ناقص اسيمبلي، جنهن جي نتيجي ۾ اسٽيٽر ۽ روٽر رگنگ، بنيادي سطح کي نقصان پهچائي ٿو، جنهن جي نتيجي ۾ سلڪون اسٽيل جي ٽڪرن جي وچ ۾ شارٽ سرڪٽ جو سبب بڻجندو آهي، موٽر جي لوهه جي نقصان کي وڌائيندو آهي، موٽر جو گرمي پد پڻ وڌي ٿو. اعليٰ، جڏهن بر کي هٽائڻ لاءِ فائن فائل ۽ ٻين اوزارن جي ايپليڪيشن، سلڪون اسٽيل پيس جو مختصر ڪنيڪشن ختم ڪيو وڃي، صاف ڪيو وڃي ۽ پوءِ انسوليٽنگ پينٽ، ۽ گرم ڪرڻ ۽ خشڪ ڪرڻ سان.
(2) لوهه جي مٿاڇري تي نمي ۽ ٻين سببن جي ڪري زنگ لڳل آهي، ان کي سينڊ پيپر سان پالش ڪيو وڃي، صاف ڪيو وڃي ۽ انسوليٽنگ پينٽ سان ڪوٽنگ ڪيو وڃي.
(3) وائنڊنگ گرائونڊ ڪرڻ سان پيدا ٿيندڙ تيز گرميءَ سبب ڪور يا ڏند سڙي ويندا آهن.هڪ اوزار جهڙوڪ ڇني يا اسڪراپر استعمال ڪري سگهجي ٿو پگھليل مواد کي هٽائڻ لاءِ ۽ ان کي موصلي رنگ سان سڪي.
(4) بنيادي ۽ مشين جي بنياد جي وچ ۾ ميلاپ لوز آهي، ۽ اصل پوزيشن اسڪرو کي سخت ڪري سگهجي ٿو.جيڪڏهن پوزيشننگ اسڪرو ناڪام ٿي وڃن، پوزيشننگ سوراخ کي ٻيهر ڊرل ڪريو ۽ مشين جي بنياد تي ٽيپ ڪريو، پوزيشننگ اسڪرو کي مضبوط ڪريو.
جڏهن رولنگ بيئرنگ ۾ تيل جي گهٽتائي هوندي آهي، ته هڪ بوني آواز ٻڌو ويندو.جيڪڏهن اڻڄاتل ڇڪڻ جو آواز ٻڌو وڃي، اهو ٿي سگهي ٿو ته بيئرنگ اسٽيل جي انگوزي جي ڀڃڪڙي هجي.جيڪڏهن بيئرنگ کي ريل ۽ ٻين ملبي سان ملايو وڃي يا بيئرنگ حصن کي هلڪو لباس هجي، ته اهو ٿورو شور پيدا ڪندو.ڌار ڪرڻ کان پوءِ چيڪ ڪريو: پھريائين بيئرنگ جي رولنگ باڊي جو معائنو ڪريو، فولاد جي اندر ۽ ٻاهران نقصان، زنگ، داغ وغيره لاءِ. توهان جي ٻئي هٿ سان، جيڪڏهن بيئرنگ سٺو آهي، ٻاهرئين اسٽيل جي انگوزي کي آسانيء سان گھمڻ گهرجي، گردش ۾ ڪو به کمپن ۽ واضح جامنگ نه، روڪڻ کان پوء ٻاهرئين اسٽيل جي انگوزي جو ڪو به رجعت نه آهي، ٻي صورت ۾ بيئرنگ وڌيڪ استعمال نٿو ڪري سگهجي.کاٻي ھٿ ٻاھرين انگوزي ۾ ڦاسي، ساڄي ھٿ اندرين اسٽيل جي رِنگ کي چُوٽي، زور سان سڀني طرفن ۾ دٻائڻ لاءِ، جيڪڏھن زور ھڻڻ مھل توھان تمام گھڻو ٿلهو محسوس ڪيو، اھو ھڪڙو سخت لباس آھي.
نقص جي مرمت بيئرنگ مٿاڇري تي زنگ جا اسپاٽ موجود آهن 00 سينڊ پيپر صاف ڪريو، ۽ پوءِ گيسولين جي صفائي ۾؛بيئرنگ ڪرڪس، انگن جي اندر ۽ ٻاهران ٽڪرا ٽڪرا يا بيئرنگ گهڻو لباس، نئين بيئرنگ سان تبديل ٿيڻ گهرجي.نئين بيئرنگ کي مٽائڻ وقت، ساڳي قسم جو بيئرنگ استعمال ڪريو جيئن اصل بيئرنگ.بيئرنگ جي صفائي ۽ ڀرڻ.
بيئرنگ جي صفائي جو عمل: پهرين اسٽيل بال جي مٿاڇري کان فضول تيل کي ڇڪيو؛هڪ ڪپهه جي ڪپڙي سان بقايا فضول تيل کي صاف ڪريو؛پوءِ بيئرنگ کي پيٽرول ۾ ڊبو ۽ اسٽيل جي بال کي برش سان ڌوء؛ان کان پوء بيئرنگ کي صاف پيٽرول ۾ ڌوء؛آخر ۾ بيئرنگ کي ڪاغذ تي وجھو ته جيئن پيٽرول بخارجي ۽ سڪي وڃي.
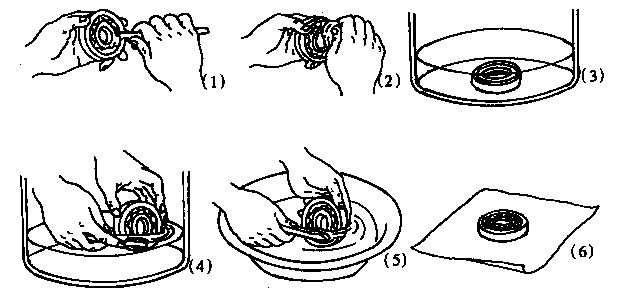
بيئرنگ گريسنگ جو عمل: رولنگ بيئرنگ گريس جي چونڊ لاءِ، بنيادي غور بيئرنگ جي آپريٽنگ حالتن تي آهي، جهڙوڪ ماحول جو استعمال (گلي يا خشڪ)، ڪم ڪندڙ گرمي پد ۽ موٽر جي رفتار.گريس جي گنجائش بيئرنگ چيمبر جي مقدار جي 2/3 کان وڌيڪ نه هجڻ گهرجي.
بيئرنگ ۾ لوبريڪيٽنگ آئل ملائڻ وقت بيئرنگ جي هڪ پاسي کان تيل کي نچوڙي اندر داخل ڪيو وڃي ۽ ان کان پوءِ اضافي تيل کي آڱر سان نرميءَ سان ڇڪي ڇڏجي، تيستائين تيل وڌو وڃي جيستائين اهو اسٽيل جي بال کي صاف طور تي بند ڪري نه سگهي. .جڏهن لوڻ واري تيل کي بيئرنگ ڍڪ ۾ شامل ڪيو وڃي، تمام گهڻو نه شامل ڪريو، اٽڪل 60-70٪ ڪافي آهي.
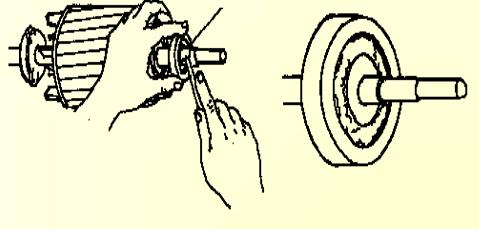
(1) شافٽ موڙيندڙ جيڪڏهن موڙ وڏو نه آهي، شافٽ جي قطر کي پيس ڪرڻ سان مرمت ڪري سگهجي ٿو، سلپ رنگ جو طريقو؛جيڪڏهن موڙ 0.2mm کان وڌيڪ آهي، شافٽ کي دٻاء هيٺ رکي سگهجي ٿو، شاٽ موڙيندڙ دٻاء جي اصلاح ۾، شافٽ جي مٿاڇري کي ليٿ ڪٽڻ پيسڻ سان درست ڪيو ويو آهي؛جيئن ته موڙي تمام وڏي آهي نئين شافٽ کي تبديل ڪرڻ جي ضرورت آهي.
(2) shaft neck wear shaft neck wear گهڻو نه آهي، ڪروميم پلاٽنگ جي هڪ پرت جي ڳچيء ۾ ٿي سگهي ٿو، ۽ پوء گهربل سائيز کي پيس ڪرڻ؛وڌيڪ لباس، اوورلي ويلڊنگ جي ڳچيء ۾ ٿي سگهي ٿو، ۽ پوء lathe ڪٽڻ ۽ پيس ڪرڻ لاء؛جيڪڏهن جرنل جو لباس تمام وڏو آهي، پڻ 2-3mm جي جرنل ۾، ۽ پوء جرنل ۾ گرم سيٽ دوران هڪ بازو ڦيرايو، ۽ پوء گهربل سائيز ڏانهن رخ ڪريو.
شافٽ شگاف يا فريڪچر شافٽ ٽرانسورس شگاف جي کوٽائي شافٽ جي قطر جي 10%-15% کان وڌيڪ نه هوندي آهي، ڊگھي شگاف شافٽ جي ڊيگهه جي 10% کان وڌيڪ نه هوندي آهي، اوورلي ويلڊنگ جي طريقي سان درست ڪري سگهجي ٿو، ۽ پوءِ گهربل سائيز ۾ ٺيڪ موڙ.جيڪڏهن شافٽ ۾ شگاف وڌيڪ سنجيده آهي، هڪ نئين شافٽ جي ضرورت آهي.
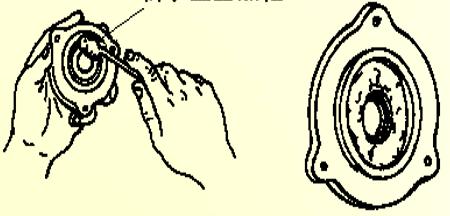
جيڪڏهن گهرن ۽ پڇاڙيءَ جي احاطي ۾ درگاهون آهن، انهن کي اوورلي ويلڊنگ ذريعي مرمت ڪرڻ گهرجي.جيڪڏهن بيئرنگ بور جي ڪليئرنس تمام وڏي آهي، جنهن جي ڪري بيئرنگ جي آخر جو ڍڪ تمام گهڻو ٿلهو آهي، بيئرنگ بور جي ڀت کي پنچ استعمال ڪندي هڪجهڙائي سان دفن ڪري سگهجي ٿو، ۽ پوءِ بيئرنگ کي آخري ڍڪ ۾ وجهي سگهجي ٿو، ۽ موٽرز لاءِ وڏي طاقت سان، بيئرنگ جي گھربل سائيز کي به مشين ڪري سگھجي ٿو inlaying يا پلاٽنگ ذريعي.
موٽر جي انسٽاليشن جو بنياد سطح نه آهي.موٽر بيس کي ليول ڪريو ۽ ان کي مضبوطيءَ سان ٺيڪ ڪريو بنياد کي برابر ڪرڻ کان پوءِ.
سامان موٽر ڪنيڪشن سان متمرکز نه آهي.ڪنسنٽريٽي کي ٻيهر درست ڪريو.
موٽر جو روٽر متوازن نه آهي.روٽر جي جامد يا متحرڪ توازن.
بيلٽ پللي يا ڪپلنگ غير متوازن آهي.Pulley يا coupling calibration توازن.
روٽر شافٽ سر مڙيل يا پللي سنسڪرت.روٽر شافٽ کي سڌو ڪريو، پللي کي سڌو ڪريو ۽ پوء سيٽ کي ٻيهر ڦيرائڻ لاء سيٽ ڪريو.
اسٽيٽر وائنڊنگ جو غلط ڪنيڪشن، لوڪل شارٽ سرڪٽ يا گرائونڊنگ، جنهن جي نتيجي ۾ غير متوازن ٽي فيز ڪرنٽ ۽ شور پيدا ٿئي ٿو.
غير ملڪي مادو يا بيئرنگ اندر سڻڻ واري تيل جي کوٽ.بيئرنگ کي صاف ڪريو ۽ بيئرنگ چيمبر جي 1/2-1/3 لاءِ نئين سڻڪ سان تبديل ڪريو.
اسٽٽر ۽ هائوسنگ يا روٽر ڪور ۽ روٽر شافٽ جي وچ ۾ لوز بي گھرڻ.فٽ جي لباس جي حالت چيڪ ڪريو، ٻيهر ويلڊنگ، پروسيسنگ.
اسٽيٽر ۽ روٽر غلط رگنگ.لوھ ڪور جي اعلي پوائنٽ کي ڳولھيو، پيسڻ جي پروسيسنگ.
موٽر آپريشن دوران برقي مقناطيسي شور.مرمت جي ذريعي ختم ڪرڻ ڏکيو.
| موصليت ڪلاس | گرمي پد (℃) |
| موصليت ڪلاس | گرمي پد (℃) |
| Y A E B | 90 105 120 130 | F H C | 155 180 > 180 |
① گھٽ viscosity، اعلي solids مواد ۽ وسعت جي آسانيء.
② تيز علاج، مضبوط بانڊ ۽ لچڪدار.
③ اعلي بجلي جا خاصيتون، گرمي جي مزاحمت، نمي جي مزاحمت ۽ ڪيميائي استحڪام.
a) شافٽ ۽ ٽائل خال تمام ننڍو آهي.
ب) ننڍي تيل جي مثاني کي کولڻ ۽ ڪافي تيل نه ملڻ.
ج) لوڻ واري تيل جي اعلي درجه حرارت.
d) شافٽ ٽائل ريسرچ زخم.
e) ناقص تيل جي واپسي ۽ تيل جي ناقص فيڊ.



